From chemical synthesis and petroleum refining to food processing and pharmaceutical manufacturing, the presence of moisture can cause a series of problems, such as equipment corrosion, reduced product quality, and interference with chemical reaction processes. Traditional gas drying methods, such as adsorption drying and freeze drying, have met drying needs to some extent, but they also suffer from drawbacks such as high energy consumption, complex equipment, and the need for frequent regeneration or maintenance. Gas drying membrane technology, as an emerging and highly promising drying method, is gradually gaining prominence and offering a new solution for industrial gas purification.
Traditional dehumidification methods use freeze dryers or molecular sieve adsorption dryers. Compressed air membrane dehumidification is a new technology developed over the past decade. When water vapor passes through hollow fiber membranes, water molecules have a faster permeation rate. Driven by the pressure difference, water vapor (H₂O) permeates to the permeate side, while other gas molecules in the air, such as O₂, N₂, CO₂, and He, remain on the retentate side and are pushed by pressure to the outlet, thereby achieving dehumidification and drying.
Compared with traditional methods, membrane dehumidification technology offers advantages such as high efficiency, energy saving, cleanliness, simple equipment, easy operation, no pollution, maintenance-free operation, and long service life. The membrane dehumidification device is a membrane separation unit for compressed air dehumidification, assembled from hollow fiber membranes made of special polymer materials. The processing capacity of the device is flexibly adjustable. Depending on the application, different purge gas flow ratios can be used to adjust the dew point of the product gas. It can replace freeze dryers.
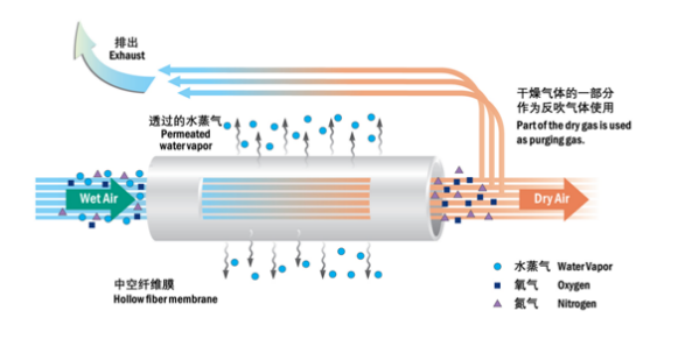
The structure of the dehumidification membrane is extremely simple. Inside the membrane housing, there are many polymer hollow fiber membrane tubes that are selective. When compressed air passes through the fiber membranes, water vapor diffuses through the fiber membrane to the outside. A small portion of the dried compressed air at the outlet of the dehumidification membrane is diverted through a branch tube and flows in reverse on the outside of the fiber membranes, sweeping away the permeated water vapor. Because there is a density difference between water vapor and dry air, water molecules in the compressed air continuously diffuse to the outside of the fiber membranes and are removed by the reverse flow of dry air, thereby achieving the purpose of drying the compressed air.
In compressed air treated by a membrane dryer, only water molecules can permeate through the membrane layer, while the hydrogen and oxygen content of the air remains unchanged. Therefore, the dried compressed air is also suitable for human breathing. Membrane dehumidification is a replacement for traditional methods, with the following advantages: no wear, no moving parts, maintenance�free, no noise, no power supply required, and no desiccant needed.
Characteristics of membrane dehumidification technology:
Investment cost advantage when processing capacity is small.
No moving parts, no noise, maintenance�free, long service life.
No regeneration required, simple equipment, easy operation, low operating cost.
Product gas is clean and non�polluting, and the process does not pollute the environment.
Operates using the pressure of the compressed air itself, energy�saving, no external energy required.
Application fields:
Electronics industry: Provides ultra�dry gas for semiconductor manufacturing.
Industrial gases: Used for drying compressed air, nitrogen, hydrogen, etc.
Natural gas: Removes water from natural gas to prevent hydrate formation.
Food and pharmaceuticals: Controls gas humidity during packaging and storage.

Since its establishment, Guochu Technology (Xiamen) Co., Ltd. has been committed to membrane separation technology as its core, dedicated to promoting novel separation technologies. The company continuously explores new applications of advanced membrane separation technologies in fields such as biopharmaceuticals, microelectronics, metallurgy, chemical engineering, machinery, food, dairy, beverages, and the environment. By addressing the highly differentiated needs of various clients, Guochu Technology provides targeted integrated solutions for filtration and purification, improving product quality and meeting customer requirements.



