In the context of the global push for carbon neutrality, industries such as chemicals, pharmaceuticals, and food are facing significant environmental and energy efficiency challenges. In the chemical, pharmaceutical, new energy, and other industries, solvent dehydration is a key step in production processes. Pervaporation membrane separation technology, as an advanced separation method, leverages its high efficiency, energy savings, and environmentally friendly characteristics to become a key technology driving green industrial transformation.
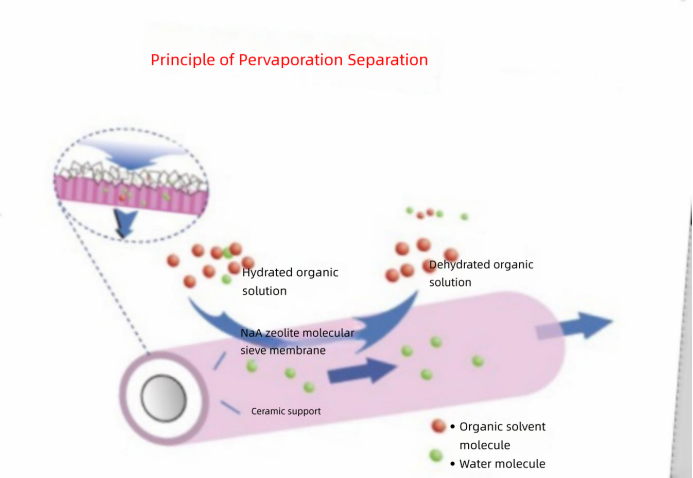
Pervaporation is a novel membrane separation technology. The separation process is driven by the partial pressure difference of components in the vapor phase. By utilizing differences in the adsorption-diffusion rates of each component in the pervaporation membrane material as well as differences in molecular size, selective separation between components is achieved. On one side of the pervaporation membrane, an organic solvent vapor (or liquid) is introduced as feed, while on the other side, a vacuum is applied to promptly remove water from the solvent, thereby obtaining anhydrous-grade organic solvents.
The pervaporation membrane separation technology can replace traditional separation technologies such as distillation, extraction, and adsorption, offering numerous significant advantages in terms of energy consumption, separation efficiency, and operation:
High Efficiency and Energy Savings: Compared to conventional distillation and adsorption technologies, pervaporation membrane technology consumes much less energy. This remarkable energy saving is mainly because the organic solvent does not undergo phase change (vaporization) during separation, thus saving a large amount of latent heat of vaporization.
High Selectivity: Pervaporation membranes have excellent permselectivity, efficiently separating water molecules from the solvent while retaining the vast majority of solvent molecules.
Easy Operation: The pervaporation membrane separation process has a simple flow, mild operating conditions, and a high degree of automation. As a result, the operation is highly safe and particularly suitable for the dehydration of flammable and explosive solvent systems.
Environmentally Friendly: This technology does not require the introduction of a third component, avoiding pollution to the environment or the product. Meanwhile, the small amount of permeate can be recovered, treated, and recycled, which also benefits environmental protection.
Compact Structure: Pervaporation equipment has a compact structure, occupies a small footprint, and achieves high resource utilization.
Guochu Technology's pervaporation membrane technology can be applied to the dehydration of various organic solvents, including but not limited to alcohols (e.g., methanol, ethanol, propanol, etc.), ethers (e.g., ethylene glycol dimethyl ether, methyl tert-butyl ether, etc.), ketones (e.g., acetone, butanone, etc.), and other systems (e.g., acetonitrile, tetrahydrofuran, etc.). In addition, this technology can also be used for organic compound recovery from waste gases and organic solvent recovery from wastewater.
Since its establishment, Guochu Technology (Xiamen) Co., Ltd. has focused on membrane separation technology, dedicated to promoting novel separation technologies and continuously exploring new applications of membrane separation in fields such as biopharmaceuticals, microelectronics, metallurgy, chemicals, machinery, food, dairy, beverages, and the environment. The company provides targeted filtration and purification integrated solutions to meet the highly differentiated needs of various customers, improving product quality and satisfying customer requirements.




